Factors Influencing Coaxiality of Boring and Hole-tuning on Horizontal Boring Machine
The Geometric Errors of Horizontal Boring Machine
To improve the accuracy of the machine tool itself for the requirements of boring holes by turning heads, each item listed in the "Error Table Affecting the Coaxiality of Boring Holes by Turning Heads in the Machining Center Accuracy Chart" in the milling and boring machine accuracy table should be reduced to the allowable error level.
It should be emphasized here that the accuracy test items specified in various standards including ISO in China currently are not sufficient for the requirements listed in the table.
For example, the incline angle and linear value deviation in the Y direction caused by the worktable tilt are not included in the current accuracy standards, but they have a great impact on the coaxiality of boring holes by turning heads on horizontal boring machines, and it is necessary to analyze and calculate or measure the deviation values and prescribe the permissible values for these incline angles and limit errors, rather than only requiring the parallelism of the worktable to the spindle axis of the technical requirements according to the current standards.
For ordinary table-type or planer-type milling and boring machines and various types of CNC milling and boring machines (including machining centers), the requirements for improving the accuracy of the machine tool itself are different.
In the machining of ordinary milling and boring machines, people participate and intentionally or unintentionally try to adjust all kinds of influencing errors in the processing, or take generalized compensation measures to restrict and reduce them, while CNC milling and boring machines exclude manual intervention during processing, and the machining accuracy of parts is completely ensured by the precision of the machining equipment such as machine tools themselves.
Therefore, for the same long and deep hole workpiece with a fixed coaxiality requirement, the accuracy requirements of CNC milling and boring machines should be higher.
The Positioning and Clamping Errors of the Workpiece on Horizontal Boring Machines
When performing boring holes by turning heads on ordinary table-type or planer-type milling and boring machines, and the coaxiality requirements of holes are relatively high, the inherent accuracy of the machine tool itself obviously cannot meet the requirements. Therefore, using various high-precision fixtures is an effective method to meet the goal of machining high-coaxiality long holes.
The essence of using fixtures to obtain precision is to use the power and motion of the machine tool to ensure the corresponding profile required to process the parts. Such "borrowing precision" can only be used in the processing completed by manual operation of ordinary machine tools.
It can be seen that to ensure the coaxiality of turning head boring, the most important thing is the accuracy of measuring tools, detection systems, and indicating marks for boring holes. As long as the accuracy of these tools is sufficient, the coaxiality of the processed workpiece can be guaranteed, and the meaning of "borrowing precision" lies in this.
The measuring tools and indicating marks commonly used in workshops include: micrometers, measuring gauges, inspection sets, inspection rods, guide sleeves, positioning sets, and positioning rods.
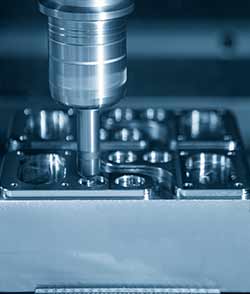
The Machining Errors of Horizontal Boring Machines
In the system of turning head boring on horizontal boring machines, the geometric errors of the machine tool, workpiece clamping, and machining errors are the main factors affecting the coaxiality of the workpiece. Therefore, it is necessary to ensure the coaxiality requirements of parts through careful adjustment, reasonable clamping, and advanced machining methods.

-
The 16th China International Machine Tool Exhibition (Cimt2019) Was Held In Beijing
On April 15, 2019, the 16th China International Machine Tool Exhibition (cimt2019), sponsored by China Machine Tool Industry Association and co sponsored by China International Exhibition Center Group... -
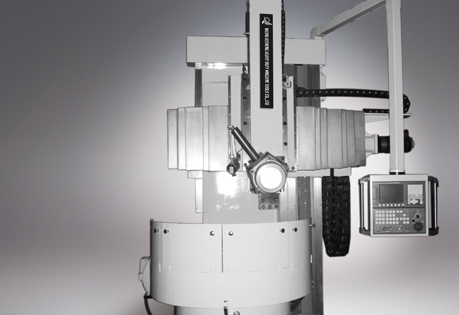
Characteristics and Advantages of Single-Column Vertical Lathe
What is a Single Column Vertical Lathe?A single column vertical lathe is a type of lathe, specifically a versatile ordinary lathe from the vertical lathe series. It is suitable for machining various s... -

Exploring CNC Machining Center Suppliers: Finding Your Manufacturing Partner
In the world of precision manufacturing, CNC machining centers are the backbone of efficiency, accuracy, and versatility. However, the quality of the machining center you choose depends greatly on the...
-
Lathe
-
CNC Boring Mill
-
CNC Machining Center
-
Fabrication Service
- Balls Screw Nut
- Components for Construction, Cgriculture and Cining Machinery
- Hydraulic Cylinders
- Hydraulic Pistons
- Machine Tool Components
- Valves
- Welded Components
- Bars & Tubes
- Bearing Rings
- Bearing Rolls
- Motor Shells
- Ceramic Parts
- Cylindrical Broaches
- Dreesing Tools
- Electric Motor Shafts
- Gearbox
- Gears
- Progressive Dies
- Pumps




